

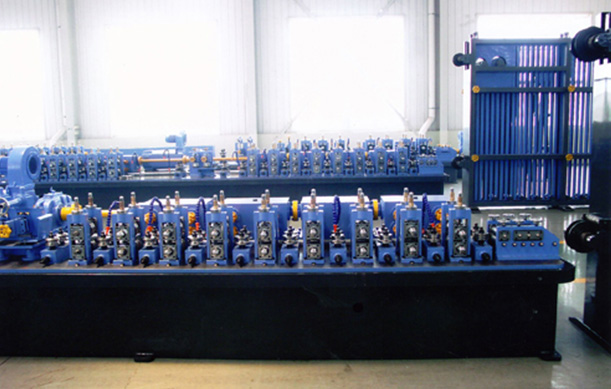
焊管机组是焊管生产线的主导设备,装置的正常运行对提高生产效率、提高经济效益、保证产品质量骑着非常重要的作用。所以,焊管机组的调整,以及故障的准确判断与及时处理显得就非常重要了。此处的调整是指安装过程中的调试工作,只要管坯在装置内可以正常稳定运行,生产出合格的产品,可以说调整任务过程中的调试工作,只要管坯在装置内可以正常稳定的运行,生产出合格的产品,可以说调整任务已经在未来的生产中完成。焊管机组的调整应分为以下部分。

1、准备
焊管机组的准备工作主要是检查轧辊质量的与设备状况,轧辊质量检查应以孔型为重点。检验的时候可以用孔型模板检查每卷孔型是否符合设计要求,否则应该拆除,不能安装使用。此外应特别注意对轧辊底径的要求,因为这是确保同步运行期间各轧辊匹配的关键数据。对于成对卷确保尺寸与形状相同。
2、校准
孔型找正是调整的一步,找正时间可以选择φA 0.5mm钢丝,成型机送料后定径矫直辊的基本长度。确定轧制线中心位置后,拧紧并固定钢丝。钢丝的高度位置应略高于平辊底径2mm以上,以防止钢丝与孔型弧面接触影响孔型对中效果。该钢丝绳是孔型对准的中心基准线。
3、调平辊找正
平辊的找正方法有两种:一种是根据各道次辊的厚度配置不同厚度的固定垫套,但是这种找正方法在其他零件的加工精度达不到要求的时候,组装后容易产生累积误差,直接影响到找正效果。第二,锁紧螺母用于调整辊在轴上的位置,让每个辊的孔型中心与中心线重合。使用特殊模板检查传球中心的位置。




 手机:139-3012-9261
手机:139-3012-9261
 邮箱:xiangyujixie001@163.com
邮箱:xiangyujixie001@163.com
 工厂地址:河北省石家庄市赵县天山工业园区
工厂地址:河北省石家庄市赵县天山工业园区

扫一扫,关注我们


