

冷弯型钢设备在上料的时候需要有专业人员合作叉车司机去进行,让钢卷资料和胀缩卷筒轴的中间更好的保持一致性,然后叉车司机就会渐渐的去把钢卷资料放到小车上。操作者需要去操作上升或者是降低,去把钢卷资料调整在胀缩卷筒轴的中间,这个时候的调理开卷机顶端活动轴承座,让开卷机保持到同一个水平线上。

然后在去进行调整冷弯型钢设备得胀紧螺母让四块弓型板和胀紧钢卷资料,防止在工作得过程中钢卷资料变形或者是损伤。只有做到这样才可以达到万无一失的标准,而且也可以按时的去完成任务。冷弯型钢设备的冷弯成型工艺其实原则是:板带沿纵向到一条直线上进行弯曲。
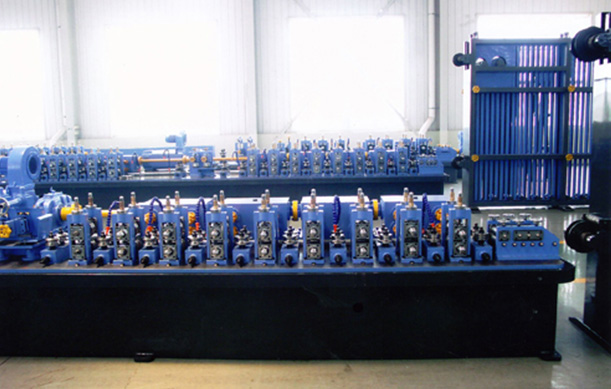
然而,在进行弯曲变形的过程之中所产生的压力和板带之中所存在的残余应力进行相结合,经常会板带偏离冷弯型钢设备。为了去更好的解决这方面的问题,需要在冷弯型钢设备末端的使用矫直机构。矫直机构方面的基本原则,对于具有侧弯以及翘曲等多种缺陷的型材,通过矫治得机构沿着相反的方向十佳足够的压力,让它产生出不可逆的变形。
如果沿着相反得方向变形量比较合适的话,那么在回弹了之后,型材可以被完全的矫直。如果成型得型材在某些方向出现了扭曲变形,那么矫直机构的次序沿着相反的方向去旋转型材,从而就会产生固定的塑性变形。如果是旋转角度合适,回弹之后,型材就不再扭转。




 手机:139-3012-9261
手机:139-3012-9261
 邮箱:xiangyujixie001@163.com
邮箱:xiangyujixie001@163.com
 工厂地址:河北省石家庄市赵县天山工业园区
工厂地址:河北省石家庄市赵县天山工业园区

扫一扫,关注我们


