

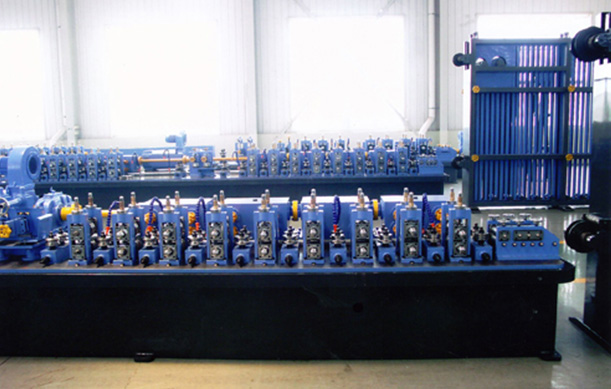
首先调整冷弯型钢设备的膨胀螺母,制成四个弓形板,并且展开钢卷的数据,这样可以防止钢卷数据在进行运行的过程之中变形与损坏。只有这样,我们才可以做到更加万无一失,也才能按时完成任务。冷弯钢设备的冷弯成形过程方面的基本原理就是,带材沿纵向沿直线弯曲。

然而,在弯曲变形的期间所产生的压力和带材之中所存在的残余应力进行相结合,通常带材是会偏离于冷弯的钢设备。为了更好的去解决这个问题,应该在冷弯型钢设备的末端使用矫直的机构。矫直机构方面的基本原理是,对具有诸如侧面弯曲以及翘曲等多种缺陷的型材,矫直机构必须是需要在相反的方向上具备足够的压力才可以产生不可逆的变形。
如果在相反的方向上的变形量合适的话,那么轮廓能够在回弹之后完全的拉直。如果成形的轮廓在某个方向上扭曲,也就是矫直机构会沿相反的方向去旋转轮廓,从而导致固定的塑性变形。如果旋转的角度合适的话,那么轮廓在反弹之后将不会在扭曲。
弯曲或者是扭曲的矫直通常是在成型辊与切割模间进行的。如果辊子不能够有效的去支架型材,那么也就会进入到矫直机构侧面的时候需要支架整个型材部分。为了拉直不对称的轮廓,拉直的是时候可能是会发生扭转变形。在这样的情况之下,必须是要在轮廓变形的相反方向上去进行弯曲与扭转矫直。




 手机:139-3012-9261
手机:139-3012-9261
 邮箱:xiangyujixie001@163.com
邮箱:xiangyujixie001@163.com
 工厂地址:河北省石家庄市赵县天山工业园区
工厂地址:河北省石家庄市赵县天山工业园区

扫一扫,关注我们


